

Kurs – Badania penetracyjne PT 1+2
- Czas trwania: 40h, 5 dni,
- Wymagania: 18 lat, wykształcenie zawodowe, badanie wzroku, minimalne doświadczenie przemysłowe,
- Podstawa normatywna: ISO 9712:2022,
- Materiały szkoleniowe: książki, skrypty lub dostęp do elarningu,
- Sprzęt szkoleniowy: środki badawcze, wzorce, lampy UV, luksomierze,
- Jednostka egzaminacyjna: Jednostka Akredytowana.
Najbliższe terminy
Informacje dla kursanta:
Opinie klientów







Bezapelacyjnie polecam najlepszy trener w swojej dziedzinie :]

Sala dydaktyczna, sprzęt i przygotowanie merytoryczne oraz praktyczne kadry na bardzo wysokim poziomie. Miła obsługa, elastyczność. Duże zaplecze sprzętowe na najwyższym poziomie a do tego ilość próbek bez ograniczeń pozwala mi z pełną odpowiedzialnością polecić Akademię wszystkim którzy szukają fachowej obsługi.



Zakres kursu
Metoda: PT – badania penetracyjne
Sektor przemysłowy: S – badania przed i w trakcie eksploatacji, które obejmują produkcję.
Sektor wyrobu:
w – złącza spawane (wszystkie rodzaje złączy spawanych, w tym lutowane, dla materiałów żelaznych i nieżelaznych).
f – odkuwki (wszystkie rodzaje odkuwek: materiały żelazne i nieżelazne).
Zakres uprawnień:
Samodzielne prowadzenie badań i ich ocena, przygotowywanie protokołów i instrukcji badawczych.
Plan szkolenia stacjonarnego
Plan kursu – Inspektor badań nieniszczących PT (poziom 1+2).
Czas trwania: 5 dni (40 godzin).
- Dzień 1, godz. 8:00 – 15:00 -Zajęcia teoretyczne.
- Dzień 2, godz. 8:00 – 15:00 -Zajęcia teoretyczne i praktyczne.
- Dzień 3, godz. 8:00 – 15:00 -Zajęcia praktyczne.
- Dzień 4, godz. 8:00 – 15:00 -Zajęcia praktyczne i powtórzenie materiału.
- Dzień 5, godz. 15:00 – Egzamin teoretyczny i praktyczny.

Plan szkolenia hybrydowego, teoria elearningowa plus praktyka
Kurs Inspektora Badań Nieniszczących PT (Poziom 1+2) – szkolenie hybrydowe zgodne z ISO 9712
Kurs badań penetracyjnych PT poziom 1+2 to hybrydowe szkolenie przygotowujące do pracy jako inspektor badań nieniszczących (NDT) w metodzie PT – Penetrant Testing, zgodnie z wymaganiami normy ISO 9712.
Teoria – e-learning:
Część teoretyczna realizowana jest online na naszej nowoczesnej platformie e-learningowej. Uczestnicy mają dostęp do materiałów szkoleniowych, testów oraz interaktywnych prezentacji i mogą uczyć się w dowolnym czasie i miejscu, co zapewnia pełną elastyczność nauki.
Praktyka – zajęcia stacjonarne:
Część praktyczna kursu PT odbywa się stacjonarnie pod okiem wykwalifikowanego instruktora. Zajęcia trwają 2 dni i koncentrują się na ćwiczeniu umiejętności z wykorzystaniem rzeczywistych próbek, narzędzi oraz sprzętu do badań penetracyjnych.
Plan kursu PT1+2:
- Dzień 1 (środa), godz. 8:00–15:00 – zajęcia praktyczne,
- Dzień 2 (czwartek), godz. 8:00–15:00 – zajęcia praktyczne,
- Dzień 3 – egzamin teoretyczny i praktyczny w zakresie badań penetracyjnych PT.
Po ukończeniu kursu i zdaniu egzaminu uczestnicy otrzymują certyfikat PT1+2, który potwierdza kwalifikacje zgodne z ISO 9712 i jest uznawany na rynku krajowym i międzynarodowym.
Wymagania wstępne
Kurs PT 1+2 wymaga:
- Ukończenia 18. roku życia,
- Wykształcenia zawodowego,
- Aktualnego badania wzroku zgodnego z ISO 9712.

Nasze pracownie szkoleniowe
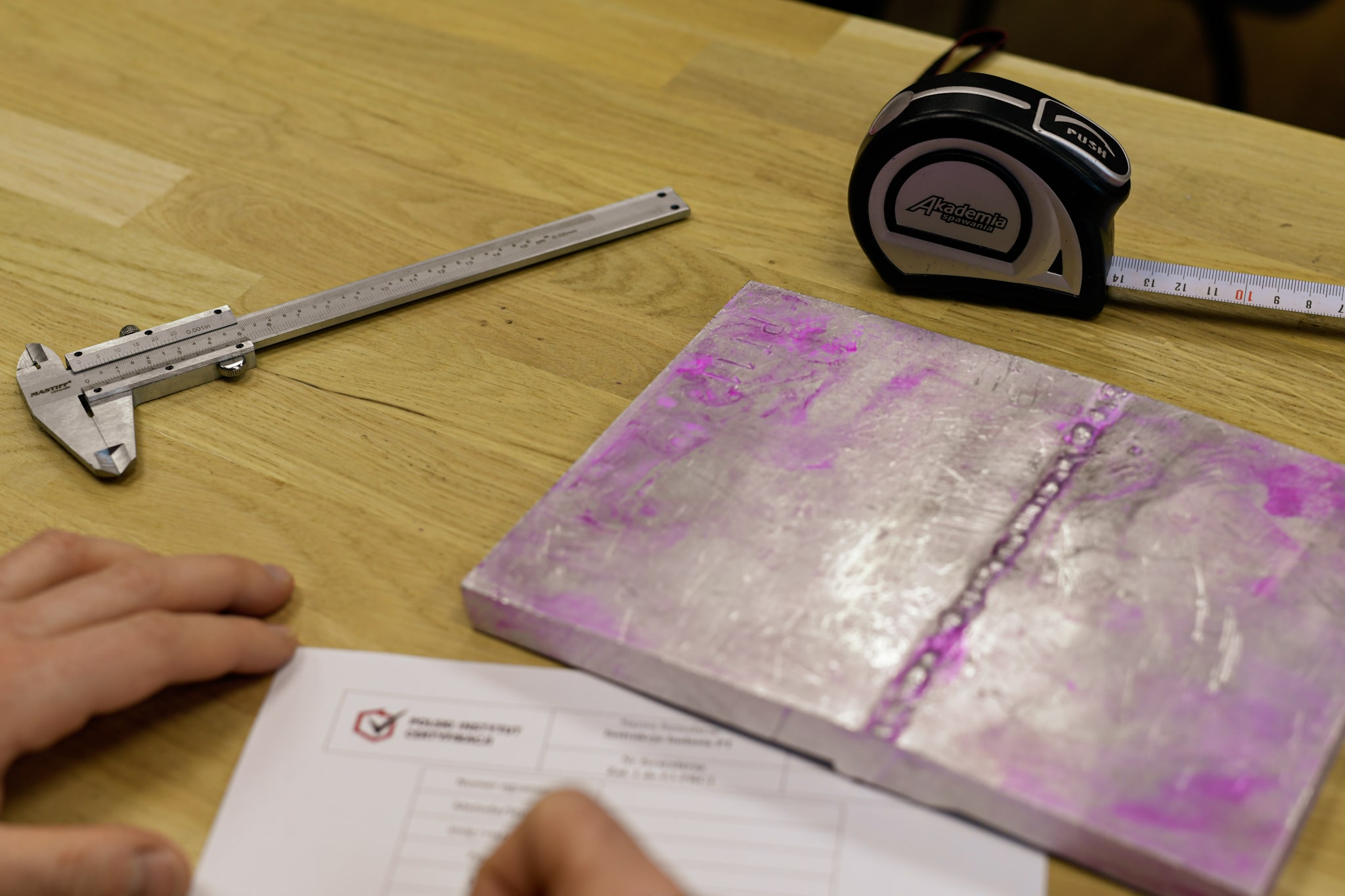
Akademia Spawania posiada własną pracownię badań penetracyjnych (PT), w pełni przystosowaną do prowadzenia szkoleń.
Na wyposażeniu znajdują się wzorce, zestawy badawcze oraz luksomierze, które umożliwiają precyzyjne przeprowadzanie badań.
Dodatkowo pracownia dysponuje lampami UV, zapewniającymi odpowiednie warunki do wykrywania nieciągłości powierzchniowych.
Dzięki nowoczesnemu sprzętowi kursanci zdobywają praktyczne umiejętności niezbędne do pracy w branży NDT. Szkolenia prowadzone są zgodnie z obowiązującymi normami i najwyższymi standardami jakości.
Skrócony pogram szkolenia
Zakres szkolenia PT1+2 (Penetrant Testing Level 1+2) obejmuje zarówno podstawy metody, jak i zagadnienia zaawansowane, zgodne z normą ISO 9712. Uczestnicy kursu zdobędą wiedzę teoretyczną i praktyczne umiejętności w zakresie badań penetracyjnych (PT) stosowanych w kontroli jakości w różnych sektorach przemysłu.
- Fizyczne podstawy metody badań penetracyjnych (PT).
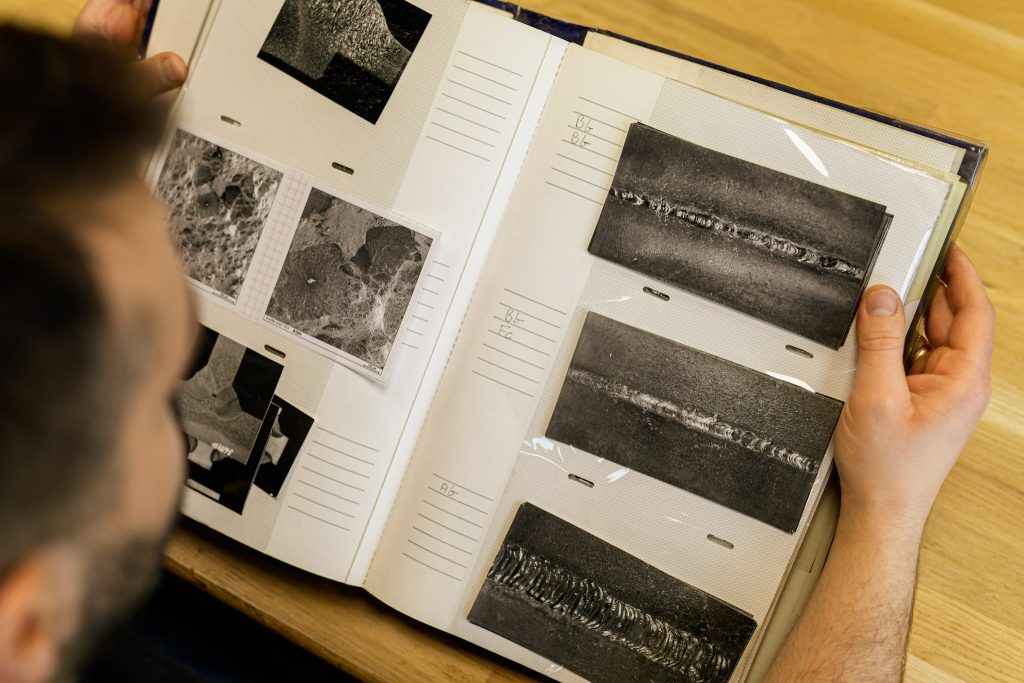
- Rodzaje nieciągłości powierzchniowych wykrywanych metodą PT.
- Zaawansowane techniki badań penetracyjnych – fluorescencja, barwienie, czas ekspozycji.
- Obowiązujące normy i regulacje prawne w badaniach nieniszczących (NDT).
- Tworzenie i stosowanie pisemnych instrukcji badań PT.
- Raportowanie wyników badań i analiza wykrytych wad powierzchniowych.
- Zarządzanie jakością w procesie badań penetracyjnych.
- Ocena ryzyka i zapobieganie błędom w badaniach PT.
- Weryfikacja, walidacja i kontrola poprawności przeprowadzonych badań PT.

Cel szkolenia
– Badania penetracyjne poziom 1+2 zgodnie z ISO 9712
Celem kursu PT1+2 jest zapoznanie uczestników z podstawami badań penetracyjnych jako jednej z metod badań nieniszczących (NDT).
Uczestnicy poznają terminologię, zasady działania metody oraz podstawowe techniki aplikacji penetrantów i interpretacji wyników. Kurs obejmuje również naukę obsługi podstawowego wyposażenia oraz zasady organizacji stanowiska badawczego.
Po ukończeniu szkolenia uczestnik będzie w stanie przeprowadzać badania zgodnie z normami oraz sporządzać protokoły badań i tworzyć instrukcje badawcze.
Jednostka egzaminacyjna
Egzaminy z zakresu badań penetracyjnych PT1+2 (Penetrant Testing Level 1+2) organizuje Polski Instytut Certyfikacji, jednostka akredytowana przez Polskie Centrum Akredytacji (PCA). Po zdaniu egzaminu uczestnicy otrzymują certyfikat z logo PCA, który potwierdza ich kwalifikacje zawodowe w metodzie PT, zgodnie z międzynarodową normą ISO 9712.
Certyfikat PT1+2 spełnia najwyższe standardy jakości w badaniach nieniszczących (NDT) i jest honorowany w około 40 krajach. Dzięki temu umożliwia podjęcie pracy w wielu gałęziach przemysłu, takich jak przemysł lotniczy, petrochemiczny, energetyczny, maszynowy i produkcyjny – zarówno w Polsce, jak i za granicą.
Certyfikaty PT1+2 znacznie zwiększają atrakcyjność zawodową i konkurencyjność specjalistów NDT na rynku pracy, potwierdzając ich kompetencje w zakresie wykrywania nieciągłości powierzchniowych i zapewnienia jakości.

Egzamin PT1 – Badania penetracyjne zgodne z normą ISO 9712
Egzamin PT1+2 (Penetrant Testing Level 1+2) przeprowadzany przez Polski Instytut Certyfikacji, akredytowany przez Polskie Centrum Akredytacji (PCA), składa się z dwóch części: teoretycznej i praktycznej, zgodnie z wymaganiami normy ISO 9712.
Część teoretyczna:
- Test ogólny – 40 pytań, czas trwania: 80 minut,
- Test specjalistyczny – 20 pytań, czas trwania: 60 minut.
W przypadku rozszerzenia zakresu egzaminu o dodatkowe sektory wyrobów, do testu specjalistycznego dodaje się 10 pytań na każdy sektor, a czas trwania wydłuża się o 30 minut za każdy dodatkowy sektor (3 minuty na pytanie).
Część praktyczna:
Składa się z minimum trzech zadań, w tym:
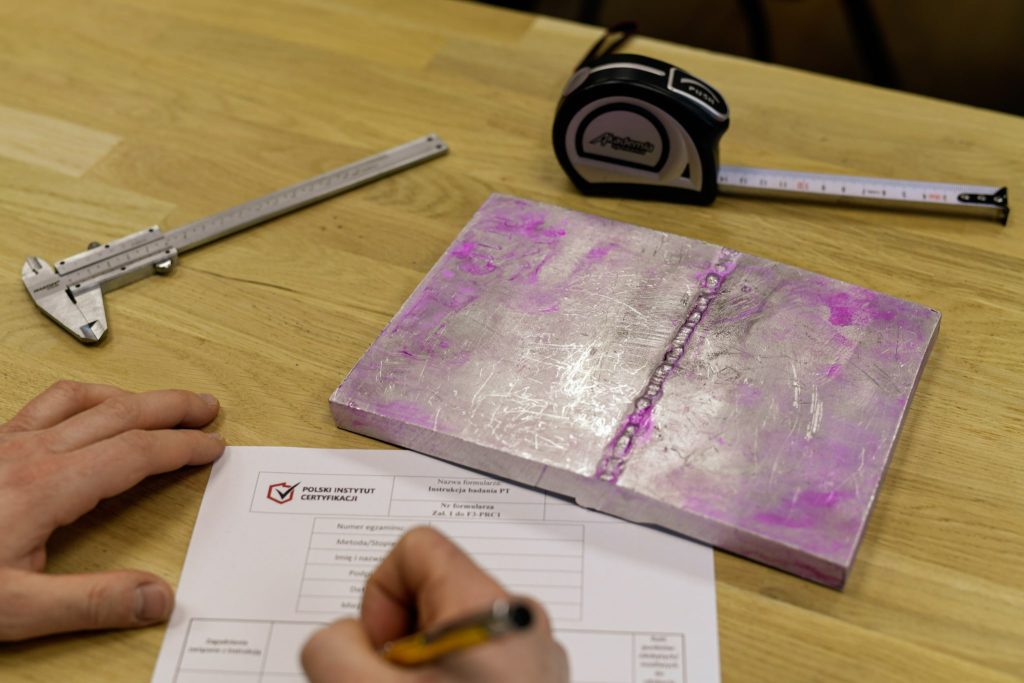
- Opracowanie instrukcji badawczej PT,
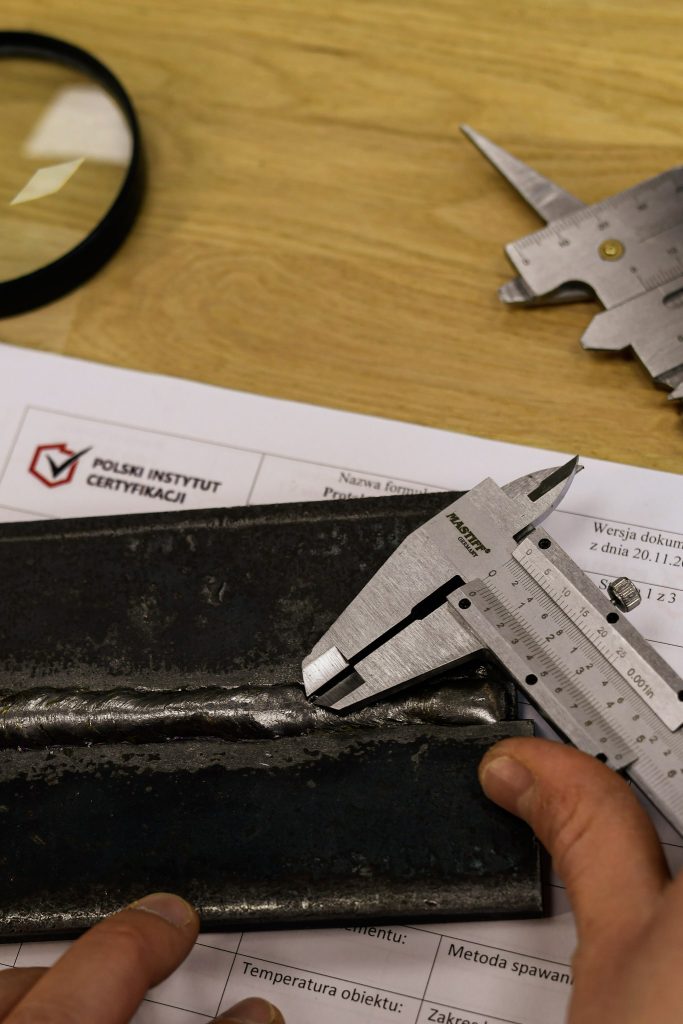
- Wykonanie badań penetracyjnych na co najmniej dwóch próbkach,
- Sporządzenie szczegółowego protokołu badawczego.
Na każde z zadań przewidziano 60 minut.
W przypadku egzaminu rozszerzonego o dodatkowe sektory, kandydaci wykonują badania na dodatkowych próbkach, z zachowaniem 60 minut na każdą.
Egzamin PT1+2 to kompleksowy sprawdzian wiedzy teoretycznej i praktycznych umiejętności w zakresie badań penetracyjnych (NDT), niezbędnych do pracy jako certyfikowany inspektor zgodny z normą ISO 9712.
Możliwe zakresy do rozszerzenia
Możliwe zakresy do rozszerzenia:
- (c) odlewy,
- (wp) wyroby przerobione plastycznie z wyjątkiem odkuwek,
- (t) rury i przewody rurowe wraz z wyrobami płaskimi przeznaczonymi do wytwarzania rur.
Standardowy zakres szkolenia:
- (f) odkuwki,
- (w) wyroby spawane (wszystkie rodzaje spoin i złącza lutowane z materiałów żelaznych i nieżelaznych).

Wymagania wzrokowe dla kandydatów na kurs PT
Kandydaci zapisujący się na kurs PT (Penetrant Testing) muszą przedstawić aktualne badanie wzroku, wykonane zgodnie z wymaganiami normy ISO 9712. Badanie powinno być przeprowadzone przez wykwalifikowanego optometrystę lub lekarza okulistę.
Zalecanym dokumentem jest formularz „Karta badania widzenia”, dostępny do pobrania na stronie: https://www.polincert.pl/download. Dopuszcza się również przedstawienie wyników na innym oficjalnym druku medycznym potwierdzającym spełnienie wymogów normy.
Informujemy, że badania wzroku wymagane do kursu PT mogą zostać przeprowadzone na miejscu w Akademii Spawania (przy grupie minimum 6 osób) lub u współpracującego optyka we Wrocławiu.
Praktyka zawodowa do certyfikatu PT2 – zgodność z normą ISO 9712VT1 – zgodność z normą ISO 9712
Aby uzyskać certyfikat PT2 (Penetrant Testing Level 2), kandydat musi przedstawić udokumentowaną praktykę zawodową, zgodną z wymaganiami normy ISO 9712. Wystarczające jest oświadczenie kandydata lub jego pracodawcy, zawierające szczegółowe informacje na temat zakresu wykonywanej praktyki zawodowej w metodzie badań penetracyjnych (PT).
Tego rodzaju dokument jest niezbędny do pozytywnego rozpatrzenia wniosku o certyfikację PT2 i powinien precyzyjnie opisywać doświadczenie związane z wykonywaniem badań nieniszczących.
Zachęcamy do korzystania z gotowego formularza „Karta praktyk zawodowych”, dostępnego pod linkiem: https://www.polincert.pl/download.

Ośrodki

Wiaduktowa 21, Wrocław
poniedziałek 8:00-17:00
wtorek 8:00-17:00
środa 8:00-17:00
czwartek 8:00-17:00
piątek 8:00-17:00
Bierutowska 1a, Wrocław
poniedziałek 10:00-16:00
wtorek 9:00-17:00
środa 9:00-17:00
czwartek 9:00-17:00
piątek 8:00-16:00
Wrocławczyka 42, Wrocław
poniedziałek 10:00-17:00
wtorek 9:00-17:00
środa 9:00-17:00
czwartek 9:00-17:00
piątek 8:00-16:00